for aluminium extrusion sheet and plate
Model S104P - Model S104 - Model - S104N - Model S104V
Satinaj Makinalari (Turkish)
www.noktametal.com
![]() Satin Finish Brushing Machines
made in Italy
Satin Finish Brushing Machines
made in Italy
for aluminium extrusion sheet and plate
Model S104P - Model S104 - Model - S104N -
Model S104V
Satinaj
Makinalari (Turkish)
www.noktametal.com
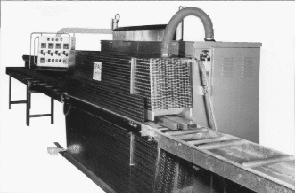
Model S104 Satin Finish Brushing Machine - Satin Finishing
 |
This machine is used to have satin finish on aluminium extrusions prior to anodizing. Brushes made of waved metal wires clean the surface of aluminium and eliminate extrusion lines, scratches, and marks. The etching duration of satin brushed aluminium prior to anodizing is much less than the unbrushed counterparts resulting in less chemical consumption in etching and waste water treatment, therefore considarble decrease in production costs. The obtained finish is of fine mechanical satin type, with excellent appearence like Scotch-Brite. No polishing paste and no dust created during the work. |
|
The machine has a total of six (6) wire brushes (3 above + 3 below) with water cooling. Therefore, both upper and lower surfaces of the aluminium extrusions are brushed at the same time when they pass through the machine. Specifications: Processing speed for
extruded profiles
Working width: The
machine can process several profiles at the same time within the working
width of 300 mm |
|
Model S104P Satin Finish Brushing Machine - Satin Finishing
 |
This machine is used to have satin finish on aluminium extrusions prior to anodising. Brushes made of waved metal wires clean the surface of aluminium and eliminate extrusion lines, scratches, and marks. The etching duration of satin brushed aluminium prior to anodizing is much less than the unbrushed counterparts resulting in less chemical consumption in etching and waste water treatment, therefore considarble decrease in production costs. The obtained finish is of fine mechanical satin type, with excellent appearence like Scotch-Brite. |
|
No polishing paste and no dust created during the work. The machine has a total of four (4) wire brushes (2 above + 2 below) with water cooling. Therefore, both upper and lower surfaces of the aluminium extrusions are brushed at the same time when they pass through the machine. Specifications: Processing speed for
extruded profiles : 7 - 20
m/min |
|
Model S104 N Satin Finish Brushing Machine - Satin Finishing
 |
This machine is used to have satin finish on aluminium extrusions prior to anodizing. Brushes made of waved metal wires clean the surface of aluminium and eliminate extrusion lines, scratches, and marks. The etching duration of satin brushed aluminium prior to anodizing is much less than the unbrushed counterparts resulting in less chemical consumption in etching and waste water treatment, therefore considarble decrease in production costs. The obtained finish is of fine mechanical satin type, with excellent appearence like Scotch-Brite. No polishing paste and no dust created during the work. |
|
The machine has a total of six (6) wire brushes (3 above + 3 below) with water cooling. Therefore, both upper and lower surfaces of the aluminium extrusions are brushed at the same time when they pass through the machine. Specifications: |
|
Model S104V8 / V12 Satin Finish Brushing Machine - Satin Finishing
 |
This machine is used to have satin finish on aluminium extrusions prior to anodising. Brushes made of waved metal wires clean the surface of aluminium and eliminate extrusion lines, scratches, and marks. The etching duration of satin brushed aluminium prior to anodizing is much less than the unbrushed counterparts resulting in less chemical consumption in etching and waste water treatment, Therefore considarble decrease in production costs. The obtained finish is of fine mechanical satin type, with excellent appearence like Scotch-Brite. No polishing paste and no dust created during the work. |
| The
V8 machine has a total of 8 wire brushes (4 above + 4 below) with water
cooling. Therefore, both upper and lower surfaces of the aluminium
extrusions are brushed at the same time when they pass through the
machine. The brush pressure can be adjusted for each brush independently
or all at the same time. Also, the rotational speed of brushes can be
adjusted between 400 to 1200 rpm by inverters so that you can utilize
different type of brushes such as Steel, Tinex and Scotch-Brite other
than our special stainless wire brush.
The V12 machine has a total of 12 wire brushes (6 above + 6 below) with water cooling. The other constructional properties are very same of the V8 model machine. The stainless steel wire brushes can be of 0.50, 0.40, 0.30, 0,20, 0,15 mm thick wires to give you the most pleasent surface. For example, for a V12 machine, from left to right, 0.50 - 0.40 - 0.30 - 0.20 - 0.20 - 0.15 mm wire brushes. |
|
|
Specifications: Processing speed for
extruded profiles : 0 - 40
m/min
|
|
Model S104N8 / N12 Satin Finish Brushing Machine - Satin Finishing
|
The N8 and N12 model machines are very similar to V8 and V12 machines in construction. The only difference is that there are no invertors for the motors so that the rotational speeds of the sets of brushes are cannot "indivudually" be adjusted. | |||||||||||||||||||||||||||
| he stainless steel wire brushes can be of 0.50, 0.40, 0.30, 0,20, 0,15 mm thick wires to give you the most pleasent surface. For example, for a V12 machine, from left to right, 0.50 - 0.40 - 0.30 - 0.20 - 0.20 - 0.15 mm wire brushes. | ||||||||||||||||||||||||||||
|
Specifications: Processing speed for
extruded profiles : 0 - 40
m/min
Polishing and Abrasive Belt Grinding Machine for Aluminium Extrusions Information and remarks on aluminium surface preparation designation system mentioned in the standards EN 12373-1:2001 and DIN 17611 and the QUALANOD Specifications.All treatments mentioned below are done before aluminum anodising (anodizing - anodic oxidation coatings on aluminium).
Anodising Plants |
Anodising Chemicals |
||||||||||||||||||||||||||||
Nokta Metal
Ltd
Ismailpasa Sokak No: 50 Kosuyolu, Kadikoy, 34718 Istanbul, Turkiye
Tel : +90 (216) 545 7550 /
Fax: +90 (216) 545 7549
e-mail: contact@noktametal.com